


一、電泳涂裝概述
1、電泳涂裝的定義和發展歷史
電泳涂裝是一種特殊的涂膜形成方法。它是把工件和對應的電極接入水溶性涂料(電泳涂料)中,接上電源后,靠電所產生的物理化學作用,使涂料在工件上沉積而形成均勻涂膜的一種涂裝方法。電泳涂裝可分為陰極電泳(工件是陰極,涂料是陽離子型)和陽極電泳(工件是陽極,涂料是陰離子型)兩大類。
電泳涂裝技術研究起于一百多年前,當時人們對金屬表面防腐防銹要求的不斷提高而相關表面處理工藝技術又不能較好地解決這種需求,于是專家們開始逐漸研制開發。直到1960年才由英國卜內門公司和里蘭公司共同研制開發成功陽極電泳漆。其最早應用于汽車公司的涂裝線是1963年福特公司在PPG公司的幫助下建立的世界上第一條完整的陽極電泳涂裝線,1969年美國在電泳線上成功引入超濾技術。但隨著陽極電泳漆生產使用,日漸暴露其漆膜中包含有金屬離子造成抗蝕性差的缺陷,因而,高抗蝕性的陰極電泳漆于1971年被PPG公司開發成功,被人們認可并大力推廣應用。
陰極電泳涂料于1977年在福特汽車公司開始應用,當時陰極電泳涂料厚度為20um左右。1984年厚膜陰極電泳涂料在汽車廠開始使用,涂膜厚度超過30um以上。后來,不少汽車廠又從厚膜陰極電泳涂料轉到中厚陰極電泳涂料,漆膜厚度在25um左右,具有與厚膜陰極電泳同樣好的抗腐蝕能力。目前,世界汽車生產中有92%使用電泳涂料(ED),其中90%采用陰極電泳涂料(CED)。陰極電泳涂料具有優異的滲透性,可均勻覆蓋工作凹陷部位,并有極強的防腐性,耐鹽霧可達1200h。
目前,新一代高流平性的陰極電泳涂料已經在美國汽車廠使用。其代表產品有PPG的ED11厚膜陰極電泳涂料、ED12中厚膜陰極電泳涂料、杜CormaxTM厚膜或中厚膜陰極電泳涂料。其主要性能改進是:使漆膜表面粗糙度值下降,例如CormaxTM中厚膜陰極電泳漆膜表面Ra為0.15~0.20um。
汽車底漆采用CED已成定局,但也有人提出采用粉末涂料作為底漆和中涂,而CED大方向不變。今后工作主要是進一步改善性能,如降低固體溫度,提高平整性和耐久性。
電泳技術發展日新月異,產品品種由環氧型樹脂型發展到丙烯酸型及聚氨脂型。產品的保護品種也由汽車行業引申到自行車、摩托車及家電、輕工飾品行業,如:空調、彩電、洗衣機、摩托車、眼鏡、鎖具、燈具及飾品、發夾、領帶夾及各個金屬行業以及鋁材表面防銹行業。
2、電泳涂料的種類
電泳涂料是一類僅適用于電泳涂裝的水性涂料, 它在水中可離解為可成膜的水溶性成膜物,在直流電場中泳向相反的電極,并在上面沉積下來形成涂膜。
按照離解的水溶性成膜物的極性不同,可分為陽極電泳涂料和陰極電泳涂料兩類。
陰極電泳涂料: 環氧型陰極電泳涂料 丙烯酸陰極電泳涂料
陽極電泳涂料: 環氧酯陽極電泳涂料 氨基丙烯酸陽極電泳涂料
但是,陽極電泳時因被涂物是陽極,在通電過程中底材會溶出,而產生著色情況,特別是溶出的金屬離子積蓄在涂料浴中會污染涂料浴。從耐腐蝕方面看,氧化鋁膜處理底材自身耐腐蝕性優異而不成問題,但底材為鋼底材時,例如磷酸鋅處理等化學處理的鋼底材因這樣的化學處理膜也能溶出,所以防銹效果下降。 在陰極電泳中因 被涂物是陰極而不會產生這樣的問題,一般耐腐蝕性優異。
由于陰極電泳涂料具有比陽極電泳涂料更好的涂裝穩定性和涂膜的性能,目前被廣泛應用于汽車及金屬涂裝領域,這是目前唯一一種能使形狀復雜的金屬結構在涂飾后,具有均勻的涂層和優良的防腐性的方法。
電泳涂裝是一個在電泳槽中發生的電化學過程,可簡單的分為四個過程:
(1)、電解(分解)-在陰極反應最初為電解反應,生成氫氣及氫氧根離子OH-,此反應造成陰極面形成一高堿性邊界層,當陽離子與氫氧根作用成為不溶于水的物質,涂膜沉積,方程式為:
H2O→OH-+H2
(2)、電泳動(泳動、遷移)-陽離子樹脂及H+在電場作用下,向陰極移動,而陰離子向陽極移動過程。
(3)、電沉積(析出)-在被涂工件表面,陽離子樹脂與陰極表面堿性作用,中和而析出不沉積物,沉積于被涂工件上。
(4)、電滲(脫水)-涂料固體與工件表面上的涂膜為半透明性的,具有多數毛細孔,水被從陰極涂膜中排滲出來,在電場作用下,引起涂膜脫水,而涂膜則吸附于工件表面,而完成整個電泳過程。
環氧聚氨酯型陰極電泳涂料是由陽離子型樹脂、封閉型或部分封閉型多異氰酸酯類交聯劑,并配合其它成分組成。陽離子樹脂多采用環氧樹脂為基料,并在其基體上引入N、P、S等成鹽基團,一般采用有機多元胺類引入成鹽基團,再用有機或無機酸中和成鹽,而分散于水中。電泳過程中,在電場的作用下,產生電解、電泳、電沉積和電滲等電化學現象,帶正電荷的樹脂粒子,向陰極移動,同時在陰極上發生如下的電化學過程: 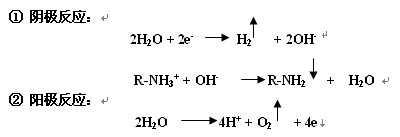
這樣,呈堿性的R-NH2粒子及其攜帶成分就沉積于陰極上,經沖洗后,通過烘烤固化,形成電泳涂膜。
4、陰極電泳的優點
對散熱器而言,陰極電泳底漆涂裝技術具有如下顯著優點:
(1)泳透力高:夾層、焊縫、死角位都能均勻涂裝,徹底解決傳統處理方式不上粉或上粉少而引起的工件銹蝕問題,非常適合散熱器噴塑前打底.
(2) 涂層性能優良:涂膜附著力好,耐蝕性極好,適合散熱器工作條件.特別是對使用環境潮濕的衛浴散熱器而言,其外觀使用壽命較傳統處理方式至少提高一倍.
(3)環保性好:以水為分散介質,無毒,污染小,無火災危險.
(4) 涂膜厚度均勻:可根據需要調整指標以得到合適的涂膜,大大提高散熱器外表面涂層的光亮度和平整度.
(5)生產效率高:能滿足大批量生產要求.
(6)使用成本低:生產線管理簡單,槽液利用率高,成本消耗少.
5、陰極電泳涂裝在散熱器行業的應用
目前,大部分散熱器廠均采用兩道噴塑或三道噴塑,其中第一道噴塑打底,但因為靜電屏蔽等原因,片頭夾縫、型材背面不能上粉或上粉率低,而有些地方涂膜太厚,產生流掛,增加了打磨的工作量,既造成涂膜厚薄不均影響外觀,同時有些漏噴的地方時間長了必然會產生銹蝕.為了避免這些缺陷,并提高涂膜耐蝕性,歐洲的大部分散熱器廠家均已采用了陰極電泳處理來替代第一道噴塑,但目前國內僅有少數幾個大廠采用了這一先進工藝。北京森德散熱器上世紀成立時,就從德國引進了一條電泳生產線,從工藝、、設備、材料方面都是地地道道的“德國造”,使得森德散熱器的涂裝質量一開始就高人一籌,長期壟斷京城高端散熱器市場,成為我國新型散熱器行業當之無愧的領航者,可以說電泳工藝功不可沒;一提起努奧羅散熱器,大家首先會夸獎他們的外觀噴涂質量做得真正好,而努奧羅其實也是散熱器行業中較早采用陰極電泳工藝的先行者之一;壓鑄鋁散熱器出口大戶——江蘇昂彼德堡散熱器、公益品牌散熱器的代表——北京恒邦凱捷散熱器等廠家均已使用陰極電泳工藝多年,品牌和產品質量都因此得到了大幅提升。
散熱器廠家采用陰極電泳工藝后,將會使產品檔次得到質的提高!目前,已經有多家散熱器生產廠正在籌建陰極電泳生產線,我們相信,在不久的將來,陰極電泳涂裝這一先進技術,一定會在散熱器行業遍地開花,成為我國新型散熱器的再度騰飛的助推器!
二、散熱器陰極電泳工藝介紹
1、壓鑄鋁合金散熱器連續生產前處理-電泳-噴粉工藝
2、鋼制散熱器半自動生產前處理-電泳-噴粉工藝
3、鋼制散熱器間歇式前處理-電泳-噴粉工藝
4、鋼制散熱器間歇式簡易電泳工藝
5、陰極電泳對前處理的要求
散熱器的陰極電泳涂料與涂裝(一)
來源:http://www.12580ba.com??作者:中國采暖散熱器網 ??2015-11-18 閱讀:578
免責聲明:
本站部份內容系網友自發上傳與轉載,不代表本網贊同其觀點;
如涉及內容、版權等問題,請在30日內聯系,我們將在第一時間刪除內容!




 微信公眾號
微信公眾號 手機站
手機站




