


一、 散熱器為什么要進行涂裝前處理?
答:散熱器已經成為“三北”甚至南方部分地區家居、辦公及部分工廠生產車間必不可少的組成部分,對她的提供熱能的功能,人們自然是非常熟悉了,但這只是她的主要的使用功能,同時她還具有裝飾和美化環境的功能。散熱器的外表面必須進行涂裝,比如傳統的鑄鐵散熱器噴銀粉漆,新型散熱器噴粉末涂料,這等于是給散熱器穿上一層“衣裳”,這層“衣裳”除了把散熱器打扮靚麗以達到更好地美化環境的作用以外,還能抵御空氣中的水份、氧氣以及其它腐蝕介質的侵蝕,防止散熱器本體受到影響。與傳統鑄鐵散熱器不同的地方是,大部分新型散熱器還須在內腔灌裝內防腐涂料,從而在鍋爐循環水和散熱器內腔體之間豎起一道防腐屏障,以大大提高散熱器的使用壽命。前述噴銀粉漆、噴粉末涂料、內防腐灌裝等都屬于涂裝的范疇,為了達到更好的涂裝效果,則必須對散熱器毛坯進行涂裝前處理,采用物理、化學或電化學的方法,把附著在散熱器表面和內腔的各種油污、銹皮、水份、塵埃等異物清除掉,并改善其性能,以滿足粉末噴涂、陰極電泳底漆涂裝和內防腐涂料灌裝對基材的要求。


僅僅把散熱器表面的異物清楚干凈還不夠,因為這樣只是為涂裝提供了清潔表面而已,還不足以保證得到良好的涂膜。要大大提高涂鹽膜的附著力和耐蝕性,需要經過磷化處理,使散熱器內外表面生成一層難溶性的磷酸鹽膜層,從而為涂膜提供良好基底,實驗表明,經過磷化處理的工件的耐蝕性一般是未經磷化的工件的耐蝕性的4-5倍。歸納起來,磷化的作用主要體現在兩方面,第一:工序間防銹,防止脫脂、除銹干凈的工件在涂裝之前返銹;第二:提高涂層的附著力和耐蝕性,而這是最關鍵的。
二、 散熱器涂裝前處理主要有哪些方式?
答:最主要有兩種處理方式即物理機械法和化學法。早期的鑄鐵散熱器基本均是采用噴砂或拋丸處理,這是典型的物理機械法,最近有少數新型散熱器廠家采用拋丸處理,部分業內人士認為這是新工藝,其實是誤傳,在此我把噴砂和拋丸的基本情況給大家做一介紹。
噴砂、拋丸處理是采用壓縮空氣或高壓水流等作為動力,將砂子或鋼丸向工件表面噴射以除掉工件表面的異物,獲得粗糙表面從而有利于涂裝的方法。噴射砂子的處理方式叫做噴砂,可采用河沙、石英砂等;噴射鋼丸的處理方式叫做噴丸,可采用鋼丸、金屬碎塊等做為噴料。
化學處理法即是通過浸泡、噴淋或擦拭的方法讓脫脂劑、除銹劑、磷化劑等化學藥劑與金屬工件發生化學反應,從而去除工件表面的異物并產生合適的化學轉化膜以提供適合涂裝的良好基底。
噴砂、拋丸處理效率比較高,操作簡單,表面粗糙度適宜,涂膜的附著力較好,但是也有以下缺陷:①對于外型較復雜的工件,有些地方無法處理或處理不凈;②對薄板工件不太適用,因為噴射壓力太大,易變形;③對需要處理內腔的表面不適用;④工件表面容易殘留雜質,帶來涂裝隱患;⑤粉塵污染大,即危害環境又影響操作者身體健康。而化學處理法則具有不會使工件變形,工件各個部分都能處理到,使用成本低廉等優點,缺點是有一定污染,但可以通過污水處理和勞動保護來保證環境和工人身體不受影響。如果要對新型散熱器進行噴砂或拋丸處理的話,首先只能處理外表面,內腔無法處理從而不能涂裝內防腐涂料,要想保證散熱器的使用壽命只能通過增加管壁厚來解決,無疑這會導致成本的大幅上升;其次,有些單位因為設備所限,壓縮空氣本身含油率高,造成經噴砂或拋丸處理后的散熱器表面還有殘留油污等雜質,必須要再經過化學處理才能除去,否則會影響涂膜質量,實際生產中,我們有一些客戶就是先噴砂或拋丸處理然后再進行化學處理的,造成不應有的浪費。所以,鑒于以上原因,目前各行業進行涂裝前處理時,除了厚、重、大的工件不宜用化學處理方式處理而采用噴砂或拋丸處理外,大部分均采用化學處理,新型散熱器也不例外,目前至少有95%以上的廠家采用化學處理法,預計今后很長一段時間內這一格局也不會改變。
三、 鋼制散熱器涂裝前處理的主要工藝?
答:自新型散熱器面世以來,鋼制散熱器的涂裝前處理工藝經歷了由簡單到規范的過程,大體上可以分為以下四個階段:
第一階段:早期的鋼制散熱器的涂裝前處理工藝只有三個工序:
除油除銹二合一→水洗→磷化
這一工藝比較簡單,也比較容易控制,且設備投入和生產維護成本比較低,但是運行一段時間之后就有問題了,這一個問題也是跟散熱器本身的結構有關。散熱器外面是要噴塑,而內腔要涂內防腐,這就要求磷化膜跟內防腐涂料和塑粉都要有很好的配套性,但是彩膜的晶相結構比較特別,呈非晶相平面分布,滿足不了要求,特別是與內防腐涂料的結合力不太好。如今這樣的工藝已經基本被淘汰了。
第二階段:一方面鐵系彩膜磷化與內防腐涂料的配套性欠佳,而且彩膜的耐蝕性本身不是很好,早期散熱器廠家產量不大,有時生產間隙稍長,經過磷化的工件在等待噴涂的過程中容易重新長銹;另一方面已經有消費者和經銷商提出希望采用鋅系灰膜磷化,于是鋅系磷化就應運而生了,前處理從三步工藝變成了五步工藝:
除油除銹二合一→水洗→表調→磷化→水洗
鋅系灰膜磷化一般情況下需要在磷化前后加上表調和水洗工序,這樣才能保證得到結晶細密、均勻的磷化膜。鋅系磷化膜的基本成分是Zn2Te(PO4)2?4H2O和Zn3(PO4)2?4H2O,其結晶多呈樹枝狀或針狀,孔隙較多,與塑粉和內防腐涂料的配套性俱佳。
第三階段:隨著散熱器加工的工藝和手段越來越多樣化,工件表面的油污越來越復雜,原來的除油除銹二合一對有一些油就奈何不了,所以就把脫脂和除銹分開,變成了七步工藝。
脫脂→水洗→除銹→水洗→表調→磷化→水洗
第四階段:解決了除油和磷化膜的問題后,又發現磷化液比其他的行業老化得快,而且夾縫和絲口處的磷化膜易返銹,這主要跟散熱器內部結構有關系,因為散熱器內腔的殘液很難控凈,控不凈就會帶到后面的槽子里面去,殘酸會帶到表調槽和磷化槽里面 ,影響表調和磷化液的使用壽命,并且影響磷化膜的耐蝕性。為了應對這一個情況,主流廠家主要采取了兩個措施:①調整磷化液配方以適應散熱器的特殊結構。磷化液生產廠家在生產磷化液時添加錳、鎳等作為改性劑,加入錳離子可以提高磷化反應速度,降低磷化膜厚度,提高夾縫處的耐蝕性,提高磷化膜的抗堿性能,增強涂膜附著力;加入鎳離子可以細化磷化膜結晶,提高磷化膜耐蝕性,這種磷化液就是大家俗稱的鋅錳鎳三元體系磷化液;②完善前處理工藝,在除銹后面加中和及水洗,用堿性的中和液把殘酸中和掉。這樣就變成了九步工藝:
脫脂→水洗→除銹→水洗→中和→水洗→表調→磷化→水洗
這種工藝在散熱器行業里面,包括在其他的需要噴涂的行業都是比較規范和完整的,我們推薦大家采用這種工藝。
四、 為什么磷化處理能提高涂膜的附著力?
答:這是由磷化膜的結構決定的。首先,磷化膜是通過化學反應在金屬基體上生成,它與金屬基體已成為一個整體而且結合強固;其次,磷化膜具有多孔性,能夠更充分地吸附涂料,使涂料滲透到磷化膜的孔隙之中,涂料與磷化膜進行物理咬合,產生強大的剪刀力。通俗地講,如果把涂膜直接覆蓋在工件表面上,這是單純的物理作用;而把涂膜覆蓋在經磷化處理后的工件上,就把單純的物理作用變成了化學作用—物理作用,涂膜附著力自然大大提高了。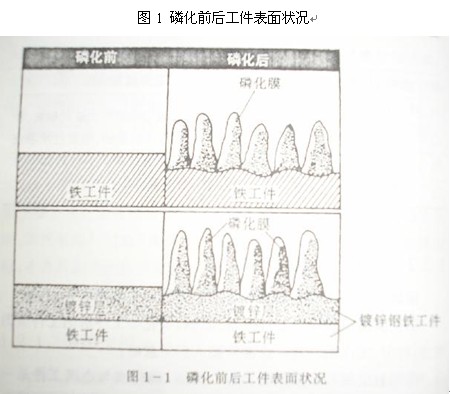
五、 為什么磷化處理能提高涂膜的耐蝕性?
答:磷化膜是一層非金屬的不導電隔離層,能使在工件—涂膜界面的工件表面從優良導體轉為不良導體,抑制工件表面腐蝕微電池的形成,進而有效阻止涂膜的腐蝕。未經磷化的工件表面容易發生微電池腐蝕,加上金屬是優良導體,涂膜與金屬工件之間的毛細管現象能把涂膜下面的電解質吸出來,使腐蝕向四周擴展,最終導致涂膜起泡、剝落。而經過磷化的工件表面,由于被不導電的磷化膜所隔離,可以防止電解質的橫向發展,有效抑制膜下的絲狀腐蝕及涂膜損壞處腐蝕的擴展。
六、 用汽油等溶劑擦拭散熱器外表面后噴涂的附著力也挺好,為什么還要上工藝復雜 的前處理?
答:有些小型散熱器生產廠,采用汽油等稀料或一般的清洗劑對散熱器表面進行簡單擦拭后噴涂,檢測附著力合格,據此認為自己的這種處理方法既簡單經濟又能保證質量,所以沒有必要上規范的前處理工藝,這是絕對錯誤的。實際上,附著力短期內達標并不表明散熱器涂裝質量就一定合格,真正合格的產品應該是附著力長期達標,前述處理方法得到的涂膜過不了多久就會逐漸顯現出缺陷,因為在金屬基體和涂層的界面上缺少不導電的磷化膜層或鉻化膜層,此界面處的金屬基體仍是優良導體,如果有一處涂裝隱患,極易在腐蝕微電池的作用下蔓延開來,從而造成涂膜起泡或剝落。
七、 為什么目前市場上的散熱器廠家一般都采用鋅系磷化而不是鐵系磷化?
答:這個問題實際上已經在第三個問題中已經回答了,現將其單列出來并予以補充,希望引起大家進一步重視。歸納起來主要有兩個原因:①鐵系彩膜磷化的耐蝕性不如鋅系灰膜磷化;②最關鍵的是鐵系彩膜磷化不能適應新型散熱器的涂裝方式,新型散熱器和一般工件不一樣,她一般會面臨三種涂裝方式:靜電噴塑、陰極電泳和內防腐涂料浸涂,因此要求磷化膜致密均勻、耐堿性強或擁有合適的晶相結構,鋅系磷化膜的結晶一般都是樹枝狀或針狀結構(見圖2),與塑粉、電泳底漆、內防腐涂料的配套性優異,而鐵系磷化膜的結晶則是不規則的點狀蝕坑(見圖3)。


早期的散熱器生產廠由于缺乏經驗,最開始大都選擇了鐵系磷化,后來基本上都花了不小代價,停產,增加設備,換藥劑,用鋅系磷化取代了鐵系磷化。可據筆者調查,目前仍有少數廠家繼續采用鐵系磷化,甚至有些新建廠為節省投資也想采用鐵系磷化,重復前人走過的彎路,此乃不明智的因小失大之舉。
八、 散熱器涂裝作業要特別注意哪三道關鍵工序?
答:應特別注意涂裝前處理、涂布、干燥三道關鍵工序。涂裝前處理的作業內容前面已經詳細敘述,不再重復了;涂布顧名思義就是把涂料涂覆到工件表面的過程,比如靜電噴塑、陰極電泳、灌裝內防腐涂料;干燥包括烘干磷化膜或鋁件鉻化膜的水份、烘烤內防腐涂料和粉末涂料使其固化成膜。應該說整個涂裝是個系統工程,每一個環節均需處理好才能得到優質的涂膜,但從涂裝實踐來看,涂裝前處理是關鍵工序中的基礎工序,它對整個涂膜質量、涂膜使用壽命均有著重要影響,采用同樣的涂料,而僅僅是涂裝前處理方法不同,其涂裝之后涂膜的耐蝕性效果可能會差數倍之多。涂料的性能越好,對涂裝前處理質量好壞程度也越敏感,涂裝前處理質量低劣或未進行涂裝前處理的工件,即使涂裝再高級的涂料,也只能是浪費。
九、 磷化與脫脂、除銹有什么關系?
答:磷化是中心環節,脫脂和除銹是磷化之前的準備工序,因此在生產過程中,既要磷把化工作作為重點,又要從磷化質量的要求出發,抓好脫脂和除銹工作。
優質的磷化膜只有在油污去除徹底的工件表面才能生成,油污殘留在工件表面,不僅會嚴重阻礙磷化膜的生長,而且還會影響涂膜的附著力、干燥性能、裝飾性能和耐蝕性能。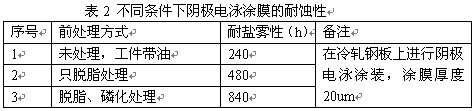
磷化膜的晶粒是在工件表面形成的,晶粒反應點越多,膜層結晶越細越致密。反之,晶粒點越少,晶粒之間的相互作用越小,得到的膜層越粗大、越稀松。
磷化膜是不能在銹層和氧化皮上生長的,所以在磷化前必須徹底除銹。除銹時間對磷化影響也不容忽視,強酸除銹時間過長,工件表面會出現過腐蝕,工件表面粗糙,磷化膜結晶粗大多孔;強酸除銹時間過短,工件表面活化不夠,同樣會使磷化膜結晶粗大。因此,控制除銹的時間,對于獲得密集活化點,形成致密的磷化膜有著重要的作用。
十、 為什么說涂裝前處理具有隱藏性、滯后性和不可逆性?
答:相對于涂裝前處理以外的其它工序而言,涂裝前處理具有如下主要特征:
①隱藏性:當工件噴涂以后涂裝前處理的工作成果就看不見摸不著了,只有等出現問題后才會想到它。就好象建樓房,如果地基不處理好,最后樓房就會出現沉降、開裂等現象,出現這些現象后,再要想去重做地基,那就太麻煩了。
②滯后性:由于涂裝前處理引起的涂裝質量缺陷一般要經過一定周期后才能暴露出來,但暴露出來的問題多半就是大問題。
③不可逆性:噴涂環節引起的質量缺陷容易在下線入庫前被發現,一般經過局部處理后補噴即可;而由于涂裝前處理引起的涂裝質量缺陷過一定周期才暴露出來后,往往需要整體脫塑后再重新噴涂,局部缺陷不能修復,往往要以整體修復為代價。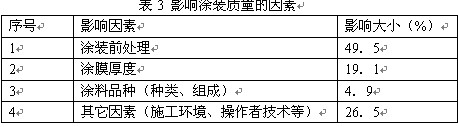
某研究所專門對影響涂裝質量的因素進行了統計分析,結果發現涂裝前處理占各種因素的首位。因此,我們應高度重視涂裝前處理,以免散熱器成品出現涂膜縮孔、起泡、開裂、剝落、生銹以及內防腐失效等缺陷,給消費者帶來不必要的損失,同時也給自己的品牌帶來負面影響。
本文來自:http://www.12580ba.com/news/1/368.html




 微信公眾號
微信公眾號 手機站
手機站




