


二、散熱器陰極電泳工藝介紹
1、壓鑄鋁合金散熱器連續(xù)生產(chǎn)前處理-電泳-噴粉工藝
由于壓鑄鋁散熱器不需要做內(nèi)防腐,因此對(duì)于產(chǎn)量大的規(guī)模型散熱器廠家,可以采用前處理-電泳-噴粉全自動(dòng)流水線,生產(chǎn)效率高,適合于大批量生產(chǎn)。該線各工序噴、浸結(jié)合,采用軌道輸送鏈,電泳漆和塑粉的固化分別采用獨(dú)立的橋式通過(guò)式烘道,前處理-電泳-噴粉完全實(shí)現(xiàn)連續(xù)無(wú)縫生產(chǎn)。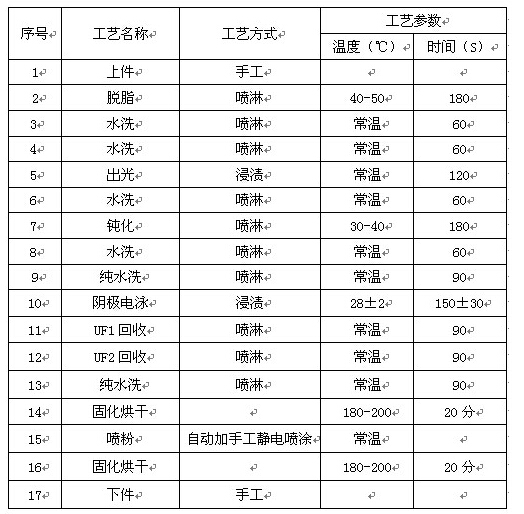
2、鋼制散熱器半自動(dòng)生產(chǎn)前處理-電泳-噴粉工藝
鋼制散熱器一般需要涂裝內(nèi)防腐涂料,其內(nèi)腔首先需要進(jìn)行前處理,因此其前處理不能采用像處理壓鑄鋁散熱器那樣的噴淋方式,對(duì)于產(chǎn)量大的生產(chǎn)廠,可以將前處理線和電泳-噴粉線分開(kāi)布置,前處理、打壓、內(nèi)防腐涂裝為手工間歇式處理,電泳、噴粉為自動(dòng)化處理。
前處理-內(nèi)防腐
根據(jù)各廠家實(shí)際情況,可以采用間歇式手動(dòng)電葫蘆垂直起吊工件,如果產(chǎn)量大,則可以采用電腦控制自行葫蘆垂直起吊工件,實(shí)現(xiàn)自動(dòng)化生產(chǎn)。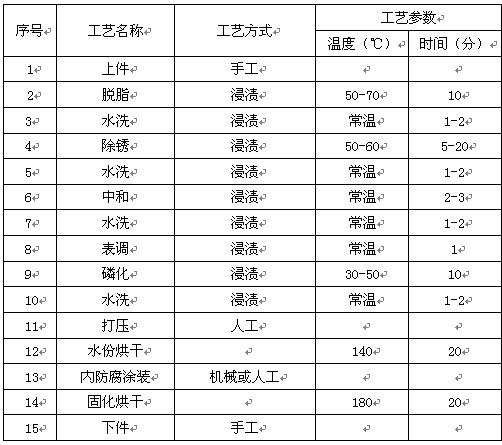
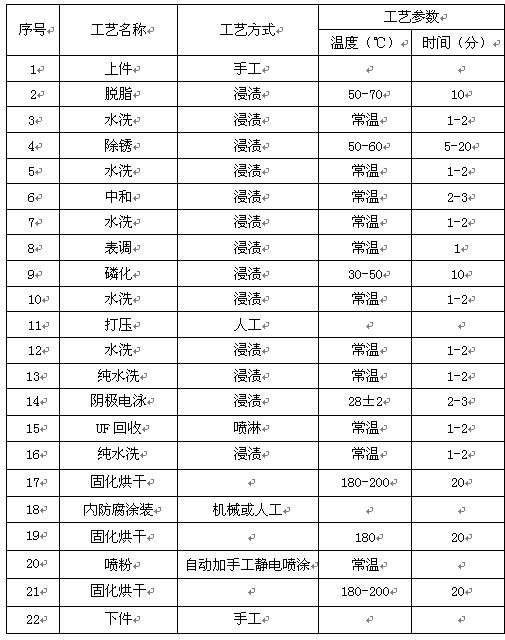
自動(dòng)電泳-噴粉
采用軌道輸送鏈,水洗工位為噴淋處理,電泳工位浸泡處理, 電泳漆和塑粉的固化分別采用獨(dú)立的橋式通過(guò)式烘道。
3、鋼制散熱器間歇式前處理-電泳-噴粉工藝
對(duì)年產(chǎn)值在1億以下的散熱器生產(chǎn)廠,可以將前處理、電泳、噴粉全部采用間歇式手工生產(chǎn),這樣能節(jié)省投資,縮短設(shè)備安裝時(shí)間,適合小批量、多品種生產(chǎn)。
4、鋼制散熱器間歇式簡(jiǎn)易電泳工藝
對(duì)目前產(chǎn)量暫時(shí)較低的散熱器廠家,可以將工藝3簡(jiǎn)化,取消陰極電泳后面的UF水洗(其它工序不變),省去超濾系統(tǒng)、熱交換系統(tǒng)的設(shè)備投入,該方比前一方案節(jié)省設(shè)備投資40%左右。但是,因?yàn)闆](méi)有超濾系統(tǒng),從電泳槽帶出的余漆不能得到回收利用,且不能及時(shí)有效地濾出電泳漆中的雜質(zhì)離子,會(huì)降低電泳漆利用率,增加材料消耗,縮短電泳漆更新周期,因而從長(zhǎng)遠(yuǎn)看并不劃算。
5、陰極電泳對(duì)磷化膜的要求
有些朋友對(duì)陰極電泳不太了解,以為采用陰極電泳底漆以后,就不用上磷化了;也有的朋友覺(jué)得采用陰極電泳底漆后,酸洗磷化就可以馬虎點(diǎn),反正電泳漆的性能好,可以彌補(bǔ)前處理的不足.這些想法都是不對(duì)的.采用陰極電泳工藝的散熱器生產(chǎn)廠只是具備了產(chǎn)品上臺(tái)階的條件,但真正要提升產(chǎn)品質(zhì)量和檔次,則必須通過(guò)規(guī)范的工藝控制才能達(dá)成.事實(shí)上,沒(méi)有良好的前處理,就得不到優(yōu)異的電泳漆膜,陰極電泳涂裝對(duì)前處理的要求更高.磷化膜必須是輕量極的(膜厚為2~6μm),過(guò)厚的磷化膜導(dǎo)致電阻增大,使電沉積的效率降低。 此外,電泳涂裝還要求磷化膜致密而均勻,只有在工件的導(dǎo)電能力、電場(chǎng)強(qiáng)度一致的前提下,才能得到均勻的電沉積膜。我國(guó)廣泛采用鋅系或鋅鈣系中低溫、低渣快速磷化工藝。低鋅磷化與陰極電泳配套性好,可充分發(fā)揮陰極電泳涂裝的優(yōu)勢(shì),發(fā)達(dá)國(guó)家高檔汽車的電泳涂裝均采用低鋅磷化。若在鋅系或鋅鈣系磷化液中加入一定量的Ni2+或Mn2+(2~5g/L),可形成顆粒狀晶粒致密的磷化膜,增強(qiáng)磷化膜的耐堿性,從而提高電泳涂層的耐腐蝕性。對(duì)磷化膜的具體要求為:
①外觀:灰色均一,膜致密
②膜重量(g/m2): 2~3
③ 結(jié)晶尺寸(μ):2~7
④ P比(%):90~100(85%以下耐腐蝕性差)
此外,磷化后必須徹底洗凈磷化膜上殘留的可溶性鹽,因?yàn)樵跐駸釛l件下這種可溶性鹽容易引起涂層的脫落,且它帶入電泳槽會(huì)嚴(yán)重污染電泳涂料,因此在工件進(jìn)入電泳漆槽前應(yīng)注意以下方面:
①去離子水的水質(zhì):PH=6~7
②工件流掛水電導(dǎo)率:20μs/cm以下
③工件流掛水取樣法:取進(jìn)入電泳工序前從工件上滴落下的水判斷工件水洗狀態(tài)。
下期內(nèi)容預(yù)告:
三、陰極電泳涂裝設(shè)備介紹
1、電泳施工設(shè)備
2、各系統(tǒng)作用和要求
3、電泳系統(tǒng)所有設(shè)備的安裝要求
本文來(lái)自:http://www.12580ba.com/news/1/344.html




 微信公眾號(hào)
微信公眾號(hào) 手機(jī)站
手機(jī)站




